
Recently updated on July 18th, 2024 at
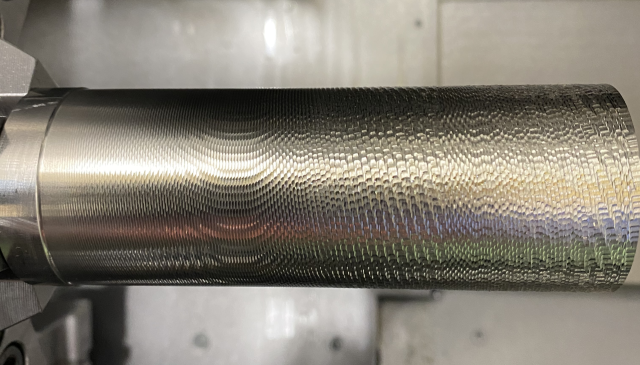
If you’ve been involved in machining, you’ve probably experienced “chatter” on the machined surface at least once. Chatter tends to occur more easily, especially in I.D (internal diameter) turning, where tools are extended longer. This time, we will introduce six points to review when chatter occurs during machining.
1.Why Does Chatter Occur in the First Place?
During machining, both cutting tools and a workpiece are subjected to significant loads, causing deflection (a slight bending). The continuous occurrence of this deflection and its return movement results in chatter, appearing on the machined surface. In other words, we can eliminate chatter if we can reduce the deflection (chatter) caused by the interaction between the cutting tools and the workpiece.
However, pinpointing the exact cause of deflection is challenging. Therefore, it’s essential to review each potential factor one by one and confirm whether chatter has been eliminated while implementing countermeasures.
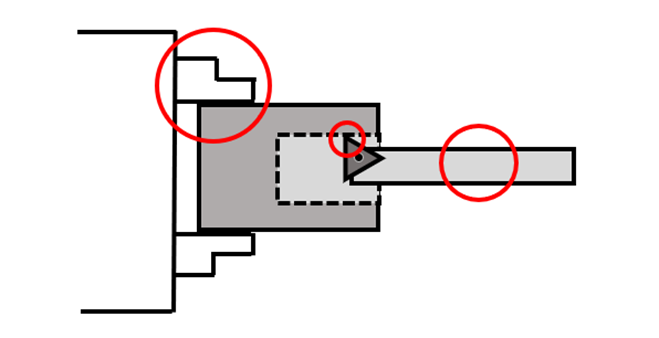
Even if the machine’s rigidity is strong, chatter can still occur if the holding force of the cutting tool is weak. Also, factors such as the distance from the holding point to the machining point and the direction of the applied load can contribute to chatter.
Moreover, machining conditions significantly affect the load, which is a major factor in chatter occurrence.
Chatter occurs due to various factors such as the cutting tools, workpiece, chucking condition, machine rigidity, and machining conditions. While examining each of these factors in detail can be a daunting task, the primary points causing chatter can be narrowed down. Let’s summarize the significant factors contributing to chatter next.
2.Six Key Points to Review When Chatter Occurs
① Machining Conditions
When chatter occurs, the first thing to review is the machining conditions. Changing the machining conditions is the most straightforward way to eliminate chatter while maintaining the existing equipment setup.
Reducing cutting resistance by modifying the machining conditions is a fundamental countermeasure. The following three machining conditions significantly impact chatter commonly.
Note : As a precaution, since changes in machining conditions can affect cycle time, changes should be considered in terms of cycle time and chatter‘s severity.
Spindle Speed (RPM)
Note : As a precaution, changes in machining conditions can affect cycle time, changes should be considered in terms of cycle time and chatter‘s severity.
Feed Rate (mm/rev)
Both high and low feed rates can cause chatter. Adjusting the feed rate can change the vibration, potentially reducing chatter. Try adjusting the feed rate around the value where chatter occurs and observe the effect on chatter.
Cutting Depth (mm)
Similar to the feed rate, chatter may occur with the depth of cut, whether it is large or small. Adjust the depth of cut around the value where chatter occurs to alter the vibration and observe its effect on chatter.
When changing processing conditions, it’s important to note that even if chatter issues are resolved, processing accuracy may decrease.
Therefore, it’s crucial to pay attention not only to chatter but also to the required accuracy levels when making changes.
② Tool Overhang Length
One major factor contributing to chatter is the tool’s overhang length. Longer overhang lengths increase the risk of chatter.
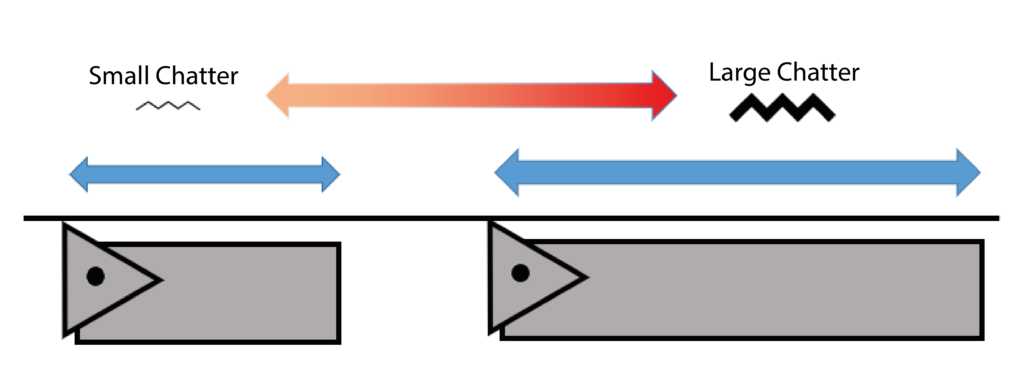
Deflection is calculated based on the tool’s “length,” “thickness,” and “applied load.” Among these, “length” has the most significant impact.
Note : “Thickness” also has an equally high impact, but it would be difficult to make significant improvements to thickness practically.
Additionally, as mentioned earlier, I.D. turning often involves processing with long overhangs. Ideally, you should use tools with shorter overhang lengths tailored to each workpiece.
③ Workpiece Thickness
Deflection is calculated based on the tool’s “length,” “thickness,” and “applied load.” Among these, “length” has the most significant impact.
When changing processing conditions, it’s important to note that even if chatter issues are resolved, processing accuracy may decrease.
Therefore, it’s crucial to pay attention not only to chatter but also to the required accuracy levels when making changes.
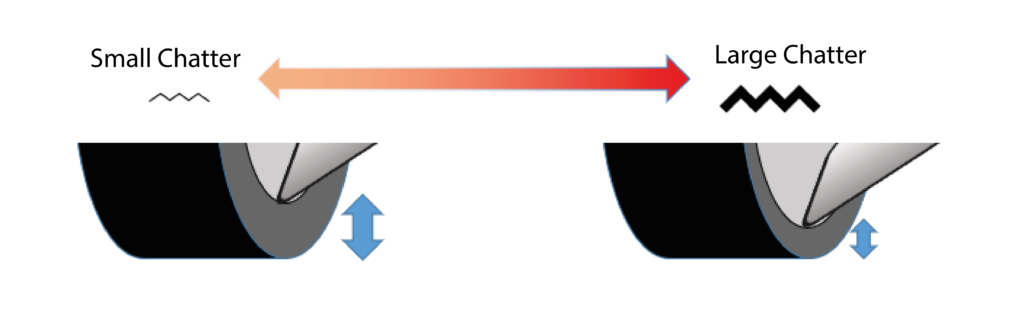
If O.D. turning precedes I.D. turning, try reversing the machining order to see if this reduces chatter. Performing I.D turning while the workpiece still has thickness can help minimize chatter.
④ Nose Radius of the Cutting Edge
A smaller nose radius reduces cutting resistance, making it less susceptible to chatter.
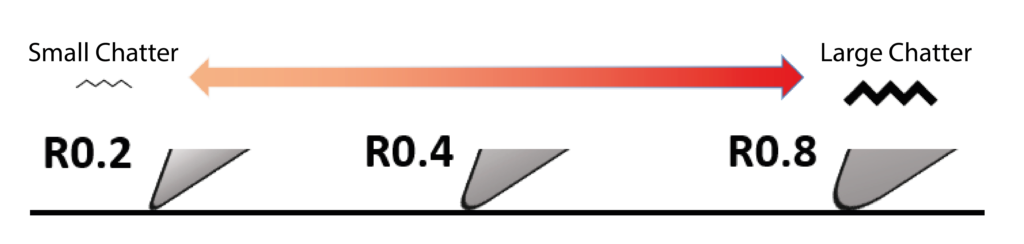
Regardless of the nose radius if the insert is becoming damaged, cutting resistance may be increasing. Therefore if it seems to have chatter during long use, consider replacing the insert with a new one.
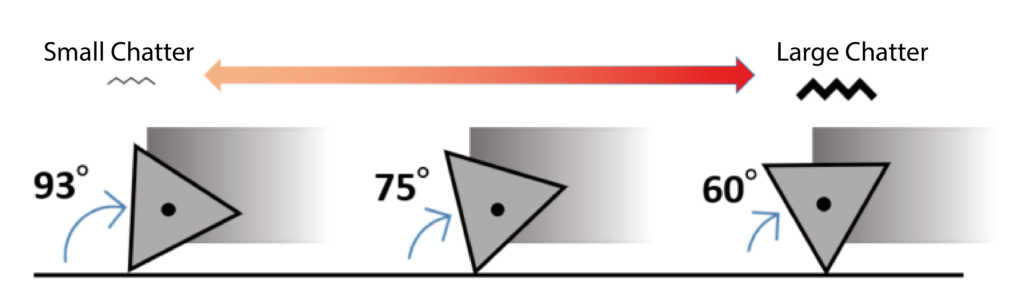
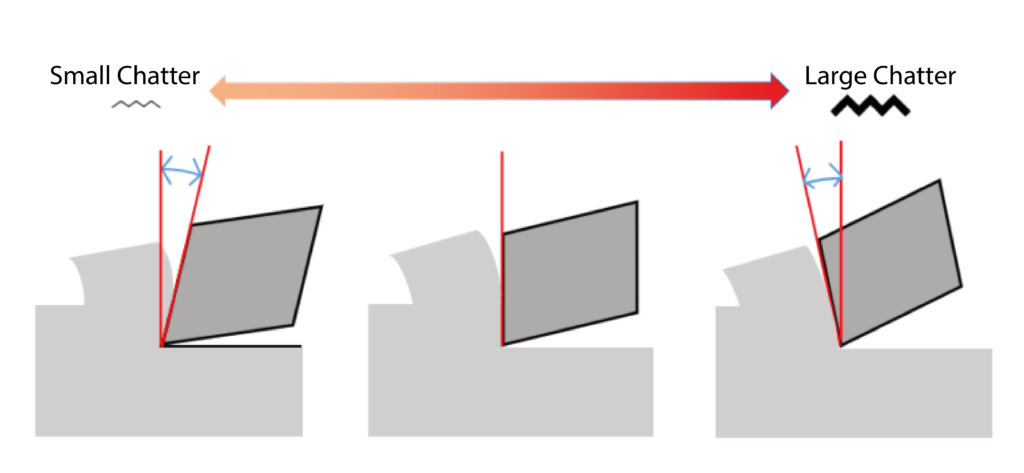
The “cutting angle” and “rake angle” are also items related to the cutting edge.
Since the part that is actually cutting the workpiece is the area where the cutting tool (insert) makes contact with the workpiece, even a slight improvement in this area can reduce chattering.
By changing the cutting angle, the direction of cutting resistance can be shifted in a direction that reduces deflection.
Machining with a positive rake angle also reduces cutting resistance.
⑤ Chucking Condition
Weak chucking can cause the workpiece to vibrate, making it more prone to chatter.
While simply increasing chucking force is ideal, consider workpiece deformation when doing so.
Even with parts that are difficult to clamp tightly, if the part can be centered, centering support can eliminate vibrations. Furthermore, if the machine is equipped with a lower turret, it can be utilized to support the part to stabilize during machining.
⑥ Resonance due to Natural Frequency
Chatter may occur due to resonance between the workpiece and cutting tool. Using a vibration meter to check for resonance can help identify this issue.
Adjusting the machining conditions slightly may help reduce chatter caused by natural frequency.
3.Conclusion
We introduced six points to consider when chatter occurs.
・Machining Conditions・Tool Overhang Length
・Workpiece Thickness
・Nose Radius of the Cutting Edge
・Chucking Condition
・Resonance due to Natural Frequency
As mentioned earlier, chatter can result from various factors. The three conditions (feed rate, spindle speed, and cutting depth) we discussed are just a starting point.
Adjusting various other machining conditions while considering the compatibility between your workpiece, cutting tools, and chucking may be necessary.
[Advertorial] Introduction to “Chatter Canceller”
At Nakamura-Tome, we offer machines equipped with a chatter-suppressing function named “Chatter Canceller.”
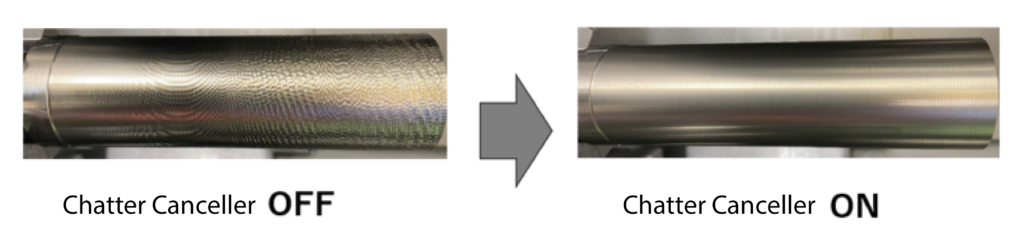
What is the Chatter Canceller?
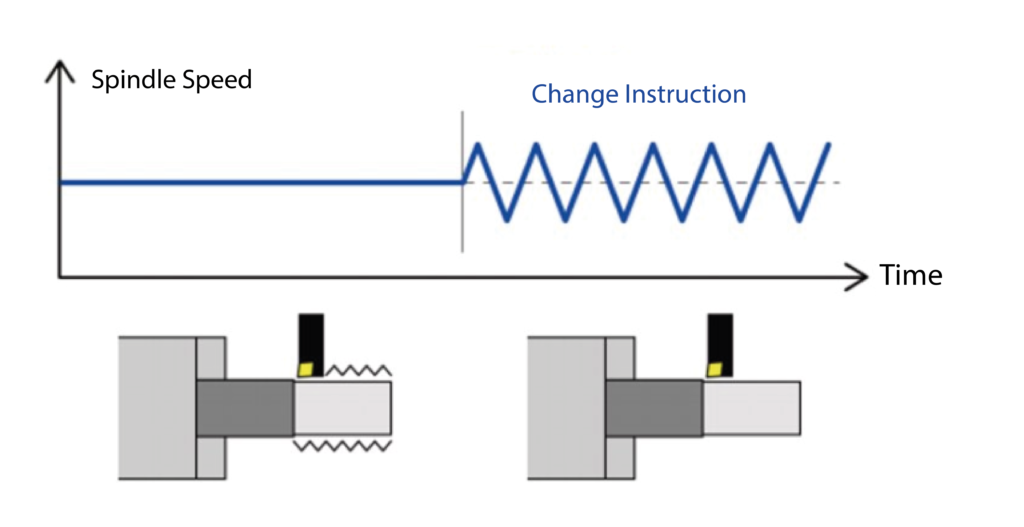
Chatter Canceller is a function that suppresses the occurrence of chatter by periodically changing the spindle rotation. (Note*1)
When chattering occurs, measures to reduce machining conditions are typically taken to suppress chatter, but the Chatter Canceller has less impact on machining time than measures to reduce machining conditions. In addition, executing the Chatter Canceller requires adding just two lines of M code, minimizing the operators’ burden to take a measure against chatter.
Contact Nakamura-Tome
Nakamura-Tome welcomes inquiries not only about the Chatter Canceller but also about our products and machining inquiries.
Please feel free to contact us via the link below.
Note*1: Not all chattering phenomena can be suppressed.
